As Japan is located far from natural gas producing countries, natural gas is mostly imported as LNG. Even after it is brought in Japan, natural gas is also transported by tanker or other type of carriers in the form of LNG and temporarily stored at satellite terminals, and then gasified when it is used. LNG has mainly been used as the energy source for infrastructure. Besides gas suppliers and power companies, however, today it is also used by other industries for co-generation and fuel cell. Various valves are used in the process, from production to consumption of natural gas. Of those, cryogenic service valves, in particular, are treated as critical equipment. This article focuses on these cryogenic service valves which play an important role mainly at gas liquefying terminals, receiving terminals and satellite terminals of LNG.
Types and features of valves for LNG
Valves for LNG are classified as one of the cryogenic service valves, and they are also categorized by application and facilities where the valves are used.
• LNG liquefying terminals, receiving terminals
• LNG satellite terminals
• Industrial satellite terminals
• LNG tank vessels
Various types of valves are used for this service, including gate, globe, check, ball and butterfly valves. Many automated valves and control valves are also used with air cylinders or air motors mounted on the valves. In Japan, a lot of gate valves have been used in the receiving terminals and the satellite terminals. Demand for ball valves is increasing, but butterfly valves are still low in demand. As for globe valves, soft seated valves with PCTFE or reinforced PTFE seats have recently been used instead of the metal seated valves. Gate valves (Figure 1), soft seated globe valves (Figure 2) and uni-body ball valves (Figure 3) are introduced here as a typical valve type.
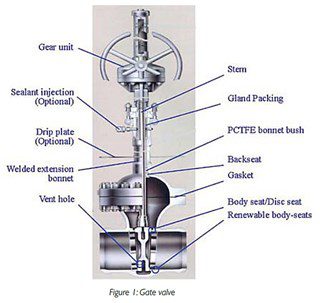
Figure 1 shows gate valves which comply with the TTO guideline (the guideline for cryogenic service valves established by a group of Japanese users), widely used in the main pipeline at LNG receiving terminals and satellite terminals as a block valve. The extension bonnet protects the gland packing from being exposed to low-temperature fluids and provides the space for insulation. CF8M is mainly used as a material for the body and the trim to minimize distortion. A drip plate is provided in the bonnet for thermal insulation. It also serves to protect the ingress of rain or as a mark for positioning of insulation.
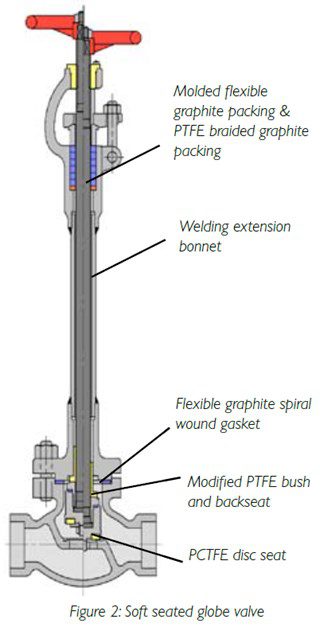
The seat surface is usually hard faced to prevent galling. A vent hole is also provided in the disc to release excessive cavity pressure. Other features include the bonnet bush and the sealant injection to the stuffing box. Figure 2 shows soft seated globe valves mainly used at satellite terminals. PCTFE is used as a seat material because of its superior configurative stability and mechanical strength at low temperature.
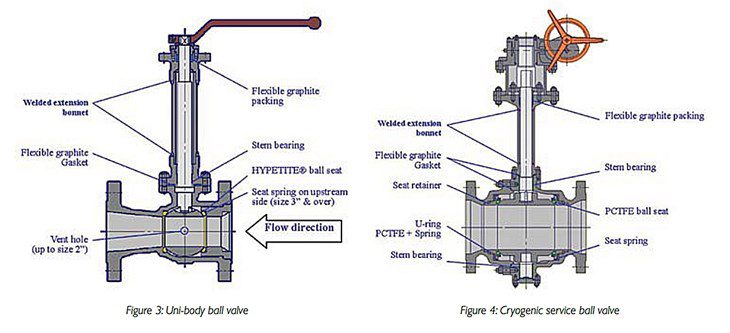
The backseat is also made of modified PTFE and integrated to the bonnet bush, which improves the operability of the valves from fully open to fully closed position. This design also allows the valves to spare hard facing on the backseat surface, which can reduce production cost. Figure 3 shows uni-body ball valves, which are very popular outside Japan. Reduced bore is used for better cost-effectiveness.
Materials used for these ball seats include modified PTFE because of its good creepresistance and PCTFE that shows good sealing performance at low temperatures because of its high linear expansion coefficient. The seat spring is used for modified PTFE ball seats to ensure the sealing performance by pressing the ball to the downstream side. Ball valves sometimes suffer excessive pressure trapped in the bonnet cavity sealed by the stem bearing which is used on the back of the stem collar. To prevent this problem, a pressure relief hole is provided to relieve the cavity pressure.
Cryogenic service ball valves
Cryogenic service ball valves, which have recently been gaining popularity, are introduced in Figure 4. There are two types of design for cryogenic service ball valves according to their seat construction. One is the floating ball design and the other is the trunnion mounted ball design. The floating ball design is usually used for smaller sizes (8 inch and smaller) and lower pressure classes (class 300 and lower) because of its simple seat structure. For the floating ball design, the seal is made on the downstream side. PTFE is commonly used for the ball seats, the same material as used for standard ball valves.
As mentioned earlier, in this design, the seal is made on the downstream side when the ball is pressed against the downstream side by line-pressure. However, the seal is made on the upstream side by using the repulsion of the ball seal itself when the differential pressure is low. For ball valves used for ambient temperature service, the same ball seats are used on the both upstream and downstream side, and therefore flow directions are not limited. But for valves used for low temperature service, it is common for the ball to be provided with a vent hole on the upstream side, which prevents the buildup of excessive cavity pressure.
Although PTFE is superior in its low friction coefficient and high corrosionresistance against many fluids, good characteristics as an effective material for a ball seat, it has higher linear expansion coefficient than metals. For this, the ball seats tend to tightly hold the ball when they shrink at low temperature, which increases the resistance between the ball and the ball seats, resulting in higher operation torques. The larger the valves are, the more significantly the ball seat shrinks.
Therefore, many valve manufacturers use the seat spring on the upstream side to absorb this dimensional variation and minimize the increase in operation torques. It is needless to say that the spring also helps improve sealing performance of the ball seat on the downstream side. It also contributes to reducing the chance of cavity pressure being trapped by the ball seat on the upstream side.
The metal seat retainer provided inside the ball seat port is also effective to minimize the shrinkage of the ball seat. Although it is effective to use PCTFE ball seats to improve sealing performance, the material tends to increase valve operation torques due to its high friction coefficient. We use PCTFE for smaller sizes in case of floating ball valves.
For the trunnion mounted ball design, the seal is made by the ball seats pressed against the ball. So does the floating ball design, the trunnion mounted ball design secures sealing performance by means of a seat spring at low pressure. When high differential pressure takes place, the seat retainer assembled with the ball seat is pressed against the ball by line pressure for tight shutoff. Compared with the floating ball design, the trunnion mounted ball design has more complex seat structure and more parts that serve for sealing.
Rubber o-rings are usually used to make seals between the body and the seat retainer for trunnion mounted ball valves. However, they cannot function at extremely low temperature. Therefore, many valve manufacturers use U-rings or expanded graphite packing for these seals. U-rings are sealing components that are composed of the U-shaped resin jacket with a spring provided in the core to load the jacket to make a seal. PTFE or PCTFFE, which has lower linear expansion coefficient, is commonly used as a jacket material. In case expanded graphite packing is used, a spring used in the seat retainer provides the packing with load needed to make a seal.
As the seal is made on the upstream side for the trunnion mounted ball design, many of the valves are bi-directional.
Cavity pressure relief is ensured by the seat retainer. These two features are distinctly different between the trunnion mounted ball design and the floating ball design. Larger sizes and higher pressure classes are available for the trunnion mounted ball design. However, good sealing performance at extremely low temperature is difficult to achieve for this design due to its complex seat structure, which is likely to require each manufacturer to devise its own knowhow. Kitz Coporation adopts PCTFE for ball seats and U-rings because of its superiority to PTFE in lower linear expansion coefficient and higher mechanical strength at low and ambient temperatures. The weakness of PCTFE is its high friction coefficient, resulting in, as mentioned earlier, higher operation torques, though.
On the other hand, although cryogenic valves are a high-value added product, price competitiveness is also required. It continues to be our challenge to supply highly cost-effective valves with the quality level maintained by means of product standardization.
However, quality still should not be compromised in exchange for cost reduction when we design and manufacture cryogenic service valves.