Article by ESA Member Myrto Matzakou.
_
Inefficient sealing of valve glands constitutes the largest contributor to fugitive emissions in a process plant, affecting all types of valves (control, block, ball, butterfly etc). As a result, both valve and packing manufacturers are investing in extensive fugitive emissions testing of their products to International specifications, such as Shell 77-312 or ISO 15848 to identify the factors that can either inhibit or improve sealing capability.
Graphite intermediate rings in combination sets- advantages and disadvantages
A typical combination set would consist of braided carbon yarn or composite end rings and a number of moulded block or wedge graphite rings. Graphite offers a number of advantages over other types of materials, including:
- Good thermal conductivity
- Improved thermal cycling performance in comparison to alternative materials, e.g. PTFE
- Resistance to compression set, thus allowing for lower gland loads
- Good chemical resistance
- Resistance to high temperatures
- Fire-safety.
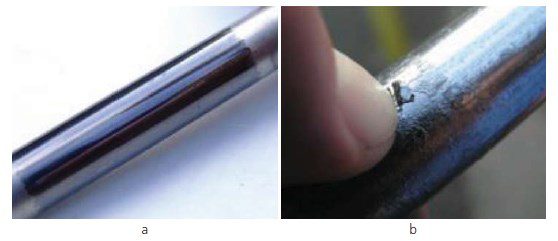
However graphite can cause stick-slip friction, when flakes detach from the inner face of the rings and are deposited on the surface of the stem under dry conditions. High friction in any type of application will result in increased process costs, as energy consumption increases and packing life is reduced significantly. A direct relationship between valve stem surface finish and graphite deposition on the surface of the stem has not been established, but it is known that the thickness of the deposit affects the initial friction, as a boundary layer is necessary to reduce friction and improve sealing.
The mechanism behind the graphite deposition is thought to be lack of lubrication on the stem when the packing is fitted and operation begins. Thin graphite pieces tend to stick to the surface of the stem, compressing into the surface finish pattern ridges. In turn, this initial layer attracts more graphite which builds up on the surface, thus creating a relatively thick coating that can be easily scraped off.
Temperature has a significant effect on sealing ability in valve stem applications. In ambient temperature conditions the graphite adhesion and sticking issue is more prominent than at higher temperatures. Friction increase is attributed to inadequate graphite lubricating film creation on the stem, which results in localised thermal expansion of the stem and the packing, thus increasing the load on the compression packing set.
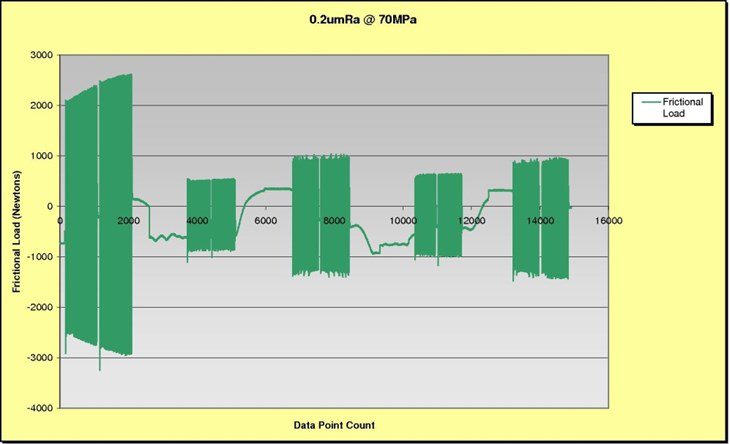
Figure 3 shows the effect temperature has on friction. The frictional load for a graphite packing set running on a chromed stem with a 0.2μmRa surface finish under a 70MPa compressive load is plotted at data points throughout 5 thermal cycles from ambient to a maximum of 150°C. The highest frictional load occurs at the start of the test at ambient temperature; a clear accelerating gradient is visible probably signifying the localised effects and increasing load on the packing.
The frictional load reduces when it is taken up to temperature. Although there is always a slight increase during the subsequent ambient stages, the frictional load does not reach the high initial levels, presumably due to a stable thin graphite film having been established. Depending on the type of valve movement and the make-up of the combination set, the amount of graphite deposited on the stem differs. In an application with a high number of cycles or short stem travel, such as control or quarter turn valves, testing has shown that graphite packing deposition increases, thus inhibiting sealing when graphite flakes off and friction increases further.
The role of the end rings – misconceptions and reality
End rings installed at both ends of the moulded graphite packing set are not part of the sealing element. Their role in the combination set is often considered to be that of a wiper ring or an anti-extrusion element, thought to prevent the soft moulded rings from extruding under axial loading and wiping the stem from the graphite being wrung out and adhering to the stem.
Carbon fibres are stronger than graphite, thus can take up larger loads and resist fracture better. Composite end rings have the added benefit over carbon braided yarn rings of offering a smaller clearance and having higher strength, thus accommodating axial compression better. As the clearance between the rings and the stem affects the ability of the rings to seal under lower bolt loading, the type of end ring chosen differs by application, depending on cycling and expected levels of friction.
Small amounts of graphite extrusion however should be expected, as there is always excessive material inside the moulded rings that will be forced out due to compression; thus excessive graphite residue on the stem should not only be attributed to graphite adhesion. This excessive material consists of graphite as well as lubricating agents therefore end rings ensure those lubricating agents are spread on the stem.
As discussed before, dry running conditions result in excessive friction on the stem, which in turn causes packing and valve failures. It is now understood that the beneficial role of the end rings is attributed to spreading the lubricating agents on the stem, thus preventing friction build up. In applications where the stem does not fully go through the end rings, lubrication cannot be maintained. Even though a very small amount of lubricating agents may be incorporated in the braided yarn during manufacturing, movement and temperature will wear it out, thus hindering the working life of the packing and the compliance of the valve to the fugitive emissions requirements as friction builds up.
Pre-compressing the rings during installation is also considered to have a positive effect on the sealing ability of combination sets. Initially energising the combination set without the softer braided yarn top end ring is often employed as a method of diminishing the compressive load losses in the set. Load distribution is not linear in the set; the elements closer to the gland follower will suffer the highest amount of compression set, particularly as the carbon yarn rings are soft and less dense, leading to excessive stress relaxation. Having re-compressed the set the follower is removed and the top end ring installed before the set is re-compressed.
Latest compression packing solutions
Summarising the points discussed so far, friction has been identified as one of the main factors affecting compression packing performance, thus emphasising the importance of creating and retaining boundary lubrication on the surface of
the stem.