Article by Andreas kühn
___
Ingredients used in the production of food, construction materials, chemical raw materials and fertilizers are becoming more and more complex. System engineers, production managers and valve manufacturers are continually faced with new process technologies and product handling challenges due to increasing demands for quality and the growing diversity of products. Depending on the specific application, and product category, the emphasis is on delicate, hygienic and largely dust-free handling to ensure an impeccable final product.
In a classic design set-up, very often screw conveyers combined with a knife gate valve or butterfly valve (utilized as shut-off unit) or rotary feeders are used to achieve this purpose. Increasingly, rotating impeller valves are used in bulk solid processes in order to ensure a uniform discharge of materials out of silos, bins, bunkers or from weighing containers and mixers. This makes sense as in most applications, a consistent material flow is required to enable continuous processing of food ingredients, construction materials or chemical raw materials. To charge sifters or mixers, the material should flow in a controlled manner to optimize the efficiency of the unit.
Discharge in systems without pressure differences
In most cases, powder and bulk handling applications run in environmental/atmospheric pressure. Impeller valves are supposed to work in these systems without differential pressure, although they can bear loads up to 10 bar inside to outside. Pressure level bridging equipment like airlocks often seem to be over-engineered for these applications. The very small face-to-face dimensions contribute to one of the most valued parameters: space. These valves are easy to install and an impeller valve weighs just a fraction compared to the substantial weight of a rotary feeder. A small crew is sufficient for installation and maintenance. The fitting dimensions comply with the face-to-face head space of butterfly valves with respectively low overall height. Hence, impeller valves, such as our EBRO-model, can be installed in existing plants without significant adaptation.
Variable rotation speed controls discharge rate
Due to the frequency-controlled rotational speed, the impeller valves can also be used as a dosing unit, working volumetrically and preventing overfilling of downstream processes effectively. Using standard frequency converters, the rotation speed is easily adjusted to the required discharge rate. Incorporating it into master control systems requires minor cost, as standard VFDs can be used (including bus-compatible ones). Direct mounted standard gear motors are used to drive the valve without any additional driving gear.
Motors are available in all voltages and frequencies. Screw conveyors, equipped with an impeller valve on the inlet side, can therefore be uniformly fed, without clogging or overshooting. In this case, the energy consumption of the motor is analysed and the rotation speed of the impeller valve is proportionally reduced, until the conveyor clears itself. This forms a secure self-balancing system, preventing unpleasant annoyances in the material handling process. This makes the impeller valve extremely versatile and universally applicable.
Preventing overshooting
When used on fast-flowing media, the impeller valve reveals another of its strengths – itserves as a “break” in those applications. Every pair of blades interrupts the shooting material flow in short consecutive intervals, allowing a safe and effective discharge of the material. Furthermore, the deploying of the impeller valves into pneumatic conveying pipes homogenises and aerates the product flow.
In downstream applications with gravity flow, the pipeline cross-sections remain cylindrical, so a change to square flanges is unnecessary. The valve body is made of coated aluminium with a stainless steel inner ring, therefore any drill pattern can be implemented. The installation, fitting ANSI or EN flanges, is easy to obtain. Full stainless steel bodies are available as an option.
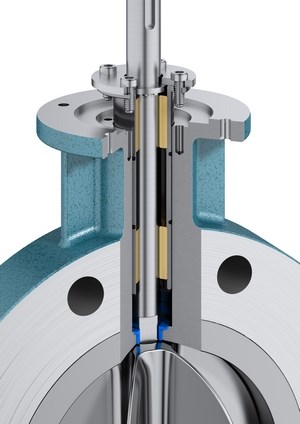
In our EBRO-model, the unique maintenance free bearing system contains both selflubricating sinter bronze bearings as well as shaft lip sealing. Both sit in a stainless steel cartridge, which can easily be removed for inspection. No purge air is needed, since the powdery material to be handled is prevented from travelling towards the bearing system using resilient FDA approved bushings.
Product sensitive
Due to its design, the six blades run through the zero line of the body, ensuring that the materials passing through is not frontally or laterally pressed along the body walls, nor will granules be pulverised. Impeller valves, such as the EBRO FS-M, are extremely product sensitive and energy efficient. While control mechanisms such as gate or shutter valves are inclined to jam, press or crush the items, discharge aids such as dosing screws or rotary feeders tend to have similarly unacceptable side effects. The EBRO´s FS-M impeller valve was designed to address these issues. It can handle even the most sensitive foodstuff components (such as granules, puffed cereals and fresh herbs). Based on the standard casing of EBRO butterfly valves, but built with a six-winged conveyor wheel instead of a valve disc, the impeller valve rotates with the help of an energy-efficient (and ATEX-approved) gear motor.
Handling of instable or sensitive products
Thanks to its design, the conveyed product is neither scraped nor pressed against the walls, nor allowed to accumulate and block the dispenser. Each pair of wings runs through the casing on a zero position for mere fractions of a second so that the danger of any product being damaged is reduced to the bare minimum. As a result, basil leaves retain their original shape instead of being crushed into ground herbs, milk powder with a certain fat content is not pressed into flakes and essential oils remain intact without evaporating.
All parts that are in contact with the medium are produced from FDAconformable stainless steel, suitable for use in food applications, and can on request also be made exceptionally wear-resistant. As an option the EBRO impeller valve can be supplied with an orientated stopfunction. During the shutdown of the product stream the next pair of blades turn into the zero position and seals off the pipeline. EBRO impeller valves are certified to be used in ATEX zones down to zone 20 inside. Motors and Sensors are available in ATEX gas and dust environment down to zone 1/21. (Option).
Andreas Kühn, born 1963, learned his trade as tool- and die maker.
After studies in product management, he got involved in mechatromation and process analysis.
At EBRO, he is responsible for powder and bulk related product developments and acts as consultant to EBRO customers.