The causes of stem nut wear can be broken down to design, operational and maintenance issues. Design issues include high stem loads or excessively long stroke times. Operation of the valve too frequently, due to changing process conditions, could accelerate wear. Perhaps the most common problem is inadequate maintenance, particularly in the cleaning and lubrication of the stem threads. Most grease degrades over time and separates into oil and wax. New grease should regularly be applied to a cleaned stem to avoid this problem as well as to clean off any airborne particulate. Water contamination seems to be a frequently-occurring issue with MOVs exposed to the elements, especially when mounted in humid environments.
The cause of this problem usually originates with a leaking stem protector and is accentuated with an enclosed yoke. In some cases the water level can even rise high enough to permanently submerge the stem nut. Process product contamination starts with leaking packing, entrapped by an enclosed yoke, it can also rise to a level above the stem nut. Periodically cleaning off the old grease and applying new extreme pressure (EP) grease should be part of any MOV preventive maintenance program. This should also be the time to identify and seal off any source of contaminant ingress.
Approaches to stem nut maintenance
Stem nut maintenance options include:
– Run to failure
– Periodic removal, inspection and replacement
– Stemnut MD testing
All these options should include periodic lubrication replacement and contamination mitigation.
Depending on the situation, run-to-failure (RTF) may be the best practice if the valve is very low on the criticality ranking scale. However, even with RTF, the cost of such failure should be known. If the valve doesn’t have redundancy, a cost associated with lost production must be considered and premium-time labor charges may apply. If a replacement stem nut is not in the store room, lead time and threading cost for the new stem nut may be very high.
Periodic replacement may be the chosen method to decrease the likelyhood of unexpected stem nut failures however, a new threaded stem nut must be available for every actuator and stem configuration. Stem nut removal and replacement can require from 5 to 20 man-hours to perform and the valve will be out of service the entire time.
When performing a periodic removal and inspection, a replacement threaded stem nut should be available if high wear is seen on the stem nut during the inspection. Otherwise, another 5 to 20 man hours will be needed to replace it later and the valve will be out of service for each task. Because of high cost of stem nut failure and the time and cost of the traditional stem nut maintenance options there is a clear need for a better way. A more scientific approach is needed to measure stem nut thread wear.
Measurement without removal of the actutator
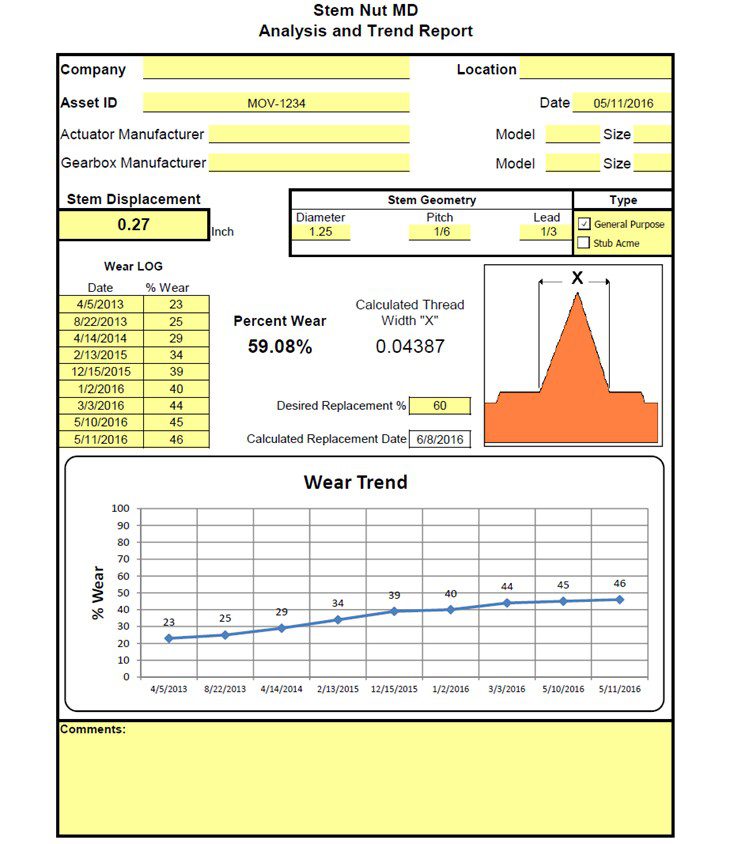
A simple answer is the Stemnut MD (see Figure 2), which can be used to provide a fast and easy measurement that could be performed at an annual or programmed valve maintenance check. With the valve in the closed position, a single rotation of the stem nut can facilitate an accurate measurement of the stem nut backlash to give a meaningful wear measurement. Also, data on stem nut wear can be collected over time to determine the rate of thread wear. This can then be analyzed to determine the necessity and timing of stem nut replacement. A record of measurements enables an informed decision on when to take action; taking the guesswork and the risk of failure out of valve stem nut maintenance. See Figure 3.
About the authors
Chuck Reames has been involved in many aspects of motor operated valve maintenance since 1988, including sizing, refurbishment, diagnostic testing and analysis. Notable achievements include the development of the Stemnut MD tool, as well as the S.N.A.P. Tool while working for The Shaw Group (now CB&I).
Chris Warnett has over 40 years of experience in the valve industry. Starting as an actuator design engineer, he holds several actuator patents. As VP of sales and marketing for a major valve actuator manufacturer, he worked in the global marketplace for over 30 years. Chris is currently VP of Engineering for “Upstate Valve and Control” providing valves, actuators and process equipment for New York State. He has been an active participant in industry associations and was honored as “Man of the Year” by the Valve Manufacturers Association of America in 2004. He is on the technical advisory board of the “Industrial Valve Summit” held biannually in Italy. In 2014 Chris started his consulting company “CPLloyd Consultants Inc.” and in 2016 authored the best-selling book “Valve Actuators” published on Amazon.