Article by Ivan Richardson, Metal Solutions UK and Olivier Gouriou, Inoxyda
___
The Bronze Age in Europe lasted from 3300-1200 BC, but Aluminium Bronze appeared only towards 1800 after aluminium was discovered by Hans Christian Oersted. In 1856 an English metallurgist John Perry observed: “A small proportion of aluminium increases the hardness of copper, does not injure its malleability, makes it receptive to a beautiful polish and varies its colour from red-gold to pale yellow”. In 1886 two scientists, Hall in the USA and Héroult in France, issued patents for large scale production. In 1913, Pierre Gaston Durville set up a company called Bronzes et Alliages Foreables SA in which he used his patented non turbulent casting method known as the “Durville Process”, which revolutionized the casting process. As industrial applications developed, foundries such as Inoxyda started to cast aluminium bronze based on a basic property, corrosion resistance, but this material also has other interesting properties, for valve applications in particular:

Aluminium Bronze properties
Aluminium Bronze is manufactured in many alloy forms; in addition to copper and aluminium, nickel, iron, manganese and silicon are added to improve strength, corrosion resistance and machinability. These additions produce a unique set of properties (Ref 1) which are useful to the valve industrial sector:
- High strength
- Excellent wear and galling resistance
- Density (5 % lighter than steel)
- Non sparking
- Low magnetic permeability (of <1.03μ in selected grades)
- High corrosion resistance
- Good stress corrosion properties
- Good cryogenic properties
- High resistance to cavitation
- Damping capacity twice that of steel
- High resistance to biofouling
- A protective oxide surface film which has the ability to self- repair
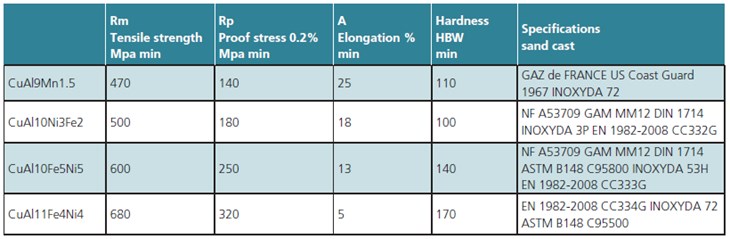
The Nickel Aluminium Bronze (NAB) family offers the best set of properties as, for example, CuAl10Fe5Ni5 which is the predominant composition used within the valve industry according to different standards.
Control valves in sea water applications are liable to corrosion. These cast valves can be heat treated at 675°C for six hours to improve the corrosion resistance. For maximum corrosion resistance it is also recommended that aluminium should be less than Al % < (8.2 +Ni /2 ).
Other typical valve applications include components in submarines and surface vessels within the Defence Marine sector, firefighting equipment on oil rigs and desalination plants. Typical properties within these sectors include:
- General corrosion rate 0.05-0.075mm/year
- Resistance to crevice corrosion
- Impingement resistance Up to 4.3m/sec
- Free corrosion potential -0.25V sce
- Resistant to stress corrosion cracking
- High resistance to cavitation and erosion corrosion
Many design engineers, through lack of awareness, consider copper based alloys as being of low strength resulting from the metallurgy not being widely covered in university courses and often overshadowed by their rival stainless alloys, which are more highly publicised. However they are high up in the mechanical strength ratings of cast alloys that require a good degree of corrosion resistance. Although this does not represent the total picture it is an important factor in design criteria. (see Figure 1).
There are other alloys that have higher strength values but the main properties are only obtained by high temperature solution heat treatment followed by water quenching and tempering. For large castings as illustrated in Figures 2 to 5 it is not always practical because of distortion and the possibility of stress cracking where there are large section changes.
Courtesy Inoxyda SA
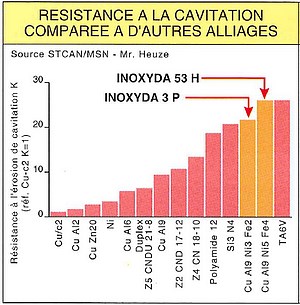
When liquid flows over a metal surface, rapid changes in pressure can arise. Small water vapour bubbles are formed from the turbulence at low pressure points and these can migrate to high pressure points where they collapse violently on the surface of the component eventually causing erosion at the point of contact. Nickel Aluminium Bronze has excellent resistance to this phenomenon and as such is still the predominant alloy for propellers in the shipbuilding industry.
This property is also important in any water handling system, particularly gate valves, and Figure 6 illustrates the resistance of CuAl9Ni3Fe2 and CuAl9Ni5Fe4 compared with other alloy systems, however is recommended for flow rates less than 4.3m/sec.
Unlike some steels, aluminium bronze does not embrittle at low temperatures and hence is ideal for cryogenic applications down to -190°C. (Figure 7). With decreasing temperature there is a gradual increase in proof and tensile strength and a small fall in ductility and impact toughness.
Biofouling is a major problem in sea water handling systems, particularly at elevated temperatures with warm climates or in cooling systems with warm waste water discharge. Examples of fouling include the growth of crustaceans, sea weeds and other marine organisms
(Figure 9). The slow dissolution of copper ions in high copper alloys inhibits the growth and mass population of these, which gives the material a considerable resistance to organic fouling. The mechanical maintenance and chlorinated cleaning process of fouling in sea water handling systems can also prove to be expensive. These can also have an impact on corrosion resistance of other alloys within the system.
The adherence of crustaceans on nickel alloys and stainless steels can have a massive impact on their corrosion resistance due to crevice corrosion caused by differential aeration associated with these growths. Figure 9 is a photograph of a corrosion rack that has been immersed in sea water for 22 months. The rack contains titanium, nickel alloys and stainless steels all of which are heavily infested with marine growths. The copper alloys including sample (1) CuAl9Ni5Fe5, (25) CuAl9Ni5Fe4Mn and (26) CuAl10Ni5Fe4 are all free from marine organisms.
Modern advancement in casting design
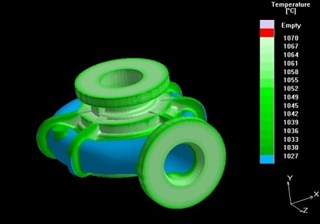
During the last two decades there have been significant advancements in casting pattern design through the use of computer casting simulation, see Figure 10. In the past it was the casting operatives that decided where to place metal feeding cones, runner channels, heat sinks and venting systems. This was based on past experience and with any new component it was very much guess work and casting could be produced several times before the correct configuration was achieved.
What was happening inside the casting during the pouring operation was unknown and hence temperature control was again down to experience. It was not until the mould was disassembled that it was ascertained whether the metal had run into every cavity so metal was normally poured at higher temperatures than necessary, leading to gas pick up, oxide inclusions and shrinkage problems. Computer simulation now takes away all the guess work and mould design and pouring temperatures can be altered and the program re-run until the casting appears sound.
Machining of Nickel Aluminium Bronze is relatively easy using modern tipped or coated tooling and CNC equipment. It is considered easier to machine than stainless steels and nickel alloys. Nickel Aluminium Bronze can be repaired by most qualified welding technicians using the following techniques to repair castings, damaged components or worn surfaces:
1) Tungsten inert gas (TIG) or gas tungsten arc (GTAW)
2) Metal inert gas welding (MIG) or gas metal arc welding (GMAW)
3) Manual metal arc (MMA)
4) Electron beam welding
5) Friction welding
6) Laser welding (depending on section)
It is important to use matching welding electrodes to minimise corrosion problems particularly in sea water applications, details of which can be found in EN ISO 24373:2009.
Due to its interesting properties, Nickel Aluminium Bronze is a solution for valve applications which needs to be seriously considered compared to major stainless alloys. Unique properties such as low magnetic permeability, biofouling, non- sparking or performance at cryogenic temperatures open a range of niche applications. More technical data is available in the guide to Nickel Aluminium Bronze for engineers, which is published by the Copper Development Association.
Ref 1: Guide to Nickel Aluminium Bronze for Engineers Jan 2016 Copper Development Association, author Mr. I Richardson
About the authors
Ivan Richardson is a Metallurgical Consultant at Metal Solutions UK in the United Kingdom. Mr. Richardson, CEng., DMS holds a BSc (Hons) in Metallurgy. He has 50 years’ experience as a metallurgical consultant, mostly with copper based alloys, which led him to publish the “Guide to Aluminium Bronze for Engineers”. This can be downloaded from
https://www.inoxyda.co.uk/FICHIERS/documentation/13_2.pdf
Olivier Gouriou works as Sales Manager at Inoxyda. He is an ENIT graduate engineer with 25 years’ experience in technical sales for engineered products.
Inoxyda is focused on providing alumium bronze casting solutions (as cast or fully machined) for valve, pump and marine applications. Castings up to 50 Tons can be made, and the company holds many quality certifications.