Article by ESA member Reinhard Präbst
___
The project, which was carried out over a six-year period, was funded through VGB PowerTech e.V. by the German Federation of Industrial Research Associations (AiF) within the framework of the programme to promote joint industrial research and development (IGF) and supported by the German Federal Ministry for Economic Affairs and Energy (BMWi). The investigations and results are particularly relevant for numerous sectors of mechanical and plant engineering. Surface treatments and coatings of valve stems can have a significant influence on their operational reliability and the reduction of emissions making it of significant importance for environmental protection.
In the forefront of current developments are not only the design of suitable valves but also questions of material selection and the nature and topography of surfaces. Through the research project, important tribological relationships could be clearly demonstrated within a valve. The wear of packing systems by moving valve stems determines their service life and therefore has a major effect on the downtime of parts of entire industrial plants. One particular modification of the stem surface with a chromium carbide coating, applied for example by Physical Vapor Deposition (PVD) or High Velocity Oxygen Fuel Spraying (HVOF), leads to a clear increase in service life and therefore reduced downtime.
As a result of these advancements, valve manufacturers, seal manufacturers and users alike can benefit. In addition to the knowledge of the mechanical and technological properties of various sealing materials, seal manufacturers are extremely interested in the frictional behaviour of the valves under defined conditions. Through the knowledge gained about the physical and technological properties of the surface coatings on the friction and sealing behaviour in valves, products and processes can be improved and optimal material pairings can be improved and optimal material pairings can be provided for valve and plant manufacturers in the future. Unanswered questions concerning the reliable functioning of a valve under borderline operating conditions are able to be answered. The correlations which have been identified between simulation and reality clearly show that further development of valves based on these laboratory tests makes sense.
Through this new found knowledge, stem emissions of environmentally damaging and hazardous materials can be reduced and industrial valves at the highest technical level can be provided. It will also allow reconsideration of standards and technical regulations and they can be adapted by use of the newly acquired knowledge. It is clear that sustainable success in the optimisation of a valve performance requires consideration of the entire valve in which it is to be used, not only the sealing device but also the counterface and treatment.
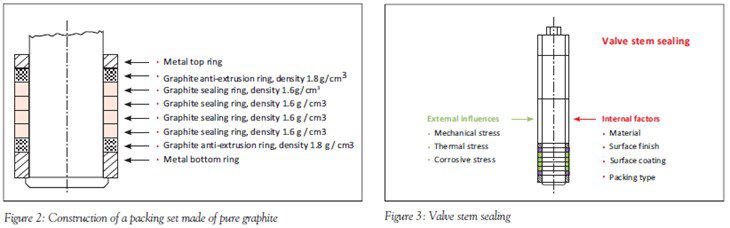
Of the main sealing positions in an industrial or chemical plant approximately 60% are flange connections and approximately 40% are stuffing box seals. However approximately 70% of total emissions originate from valve stems, most of which are sealed with stuffing-box packings. An increased environmental awareness and a reduction in costs caused by media losses require the minimisation of these emissions. To seal at high temperatures and pressures, where braided packings can no longer be used, the use of pure graphite packing rings made from expanded graphite is the the most common solution. Graphite is a naturally occurring modification of carbon and has proven itself in sealing elements millions of times. It has a very good thermal conductivity and a low coefficient of friction as well as excellent sliding properties through self-lubrication. Graphite melts at very high temperatures, is insoluble in any solvent and has good chemical resistance. Usually several individual rings made from pure graphite are inserted into the stuffing box between stem and housing and compressed and preloaded by an axial force during assembly by tightening the gland bolts.
The initial gaps between housing and packing and between packing and stem are thereby bridged by an elastic-plastic deformation of the packing rings. The packing material adapts to the surfaces of the housing and the stem and is internally compressed to contain the leakage within predetermined limits. The minimum surface pressure required for tightness or admissible leakage rate is mainly determined by the sealed medium and the system pressure. This minimum load must be present throughout all modes of operation of the valve and to ensure that the leakage rate stays within the permitted limits in service over long periods of time, even at elevated temperatures and during any movements of the stem.
Components for valves must be designed, constructed and maintained so that they reach a predetermined service life. The property profile of a valve stem is determined by the material itself, its geometry and surface treatment. When selecting the materials, both corrosion resistance as well as operating strength at service temperature must be considered. In special applications, a number of other, chemical or physical properties may be significant. The proper functioning of a valve depends on compliance to a defined allowable leakage rate of the gland packing, as well as the valve stem’s ability to move freely, so that opening and closing the valve and flow adjustments are possible. This results in two contradictory constraints on the stuffing box. There is the need for the highest possible radial surface pressure for a low leakage rate but the friction between stem and packing has to be kept to a minimum for the required mobility of the stem and also to reduce wear on the both the stem and the packing.
There has been significant progress into a deeper understanding of the friction between the packing material, the stem surface and the corresponding characterisation of the surface structure by surface micro-topography. The roughness factor Ra alone, commonly used to define a surface, is insufficient to fully understand the behaviour. Classification of the friction behaviour of different stem types results in the targeted, application-oriented selection of the stem surface coating or treatment. The development of friction pairings with optimised transition behaviour from static to sliding friction for use in control valves with high numbers of cycles, where static or sliding friction has to be low, plays a significant role and leads to optimised control.
In unalloyed metallic materials such as structural steel the metallic material removal by corrosion takes place uniformly. However, in passivated metals in a chloride or bromide electrolyte, localised corrosion often occurs. By accumulation of further chloride and bromide ions an area is formed which is no longer protected by an oxide layer. The following conditions can be regarded as favourable for corrosion:
- High chloride content in the corrosive medium
- High temperatures
- Lower electrode potential of the material
- Low pH-value of the electrolyte
- Low oxygen concentration in the electrolyte (thus no repassivation)
- Low flow rate of the medium
During a BAM research project to investigate stuffing box packings in conjunction with coated valve stems it was found that the relative humidity during storage of packing materials made of pure graphite can have a significant impact on the friction and sealing characteristics of stem seals. For storage of the packings a relative humidity of 50% ± 6% was chosen in accordance with the requirements of specification DIN EN 13555. The results of this experiment were not comparable with the findings of previous experiments in which the packings were stored at about 40% relative humidity.
Because of this a series of experiments with systematically varied humidity were performed. A causal relationship between the sealing behaviour of graphite packing and its inherent humidity was evident when comparing the measured leakage rates before and after the frictional stress tests.Furthermore, the varying degrees of friction forces during the experiments clearly showed significant influence of humidity conditioning on the frictional behaviour.