

Article by Ingolf Holmslet
___

Figure 8.
Not long ago I was contacted by an offshore mechanic having problems with a leaking valve. He told me that he had injected sealing component to the seats because the valve had an internal leak across both seats. When I asked him if he had injected into both seats and used a leak lock, he answer yes to both seats but he didn’t know what a leak lock was. This was an awkward situation as he had done everything wrong. So in this case there was a need to provide the basics about fittings and proper procedures.
Issues to be addressed
In earlier articles I have discussed the need for analysing before doing any maintenance on the valve.
The issues that must be addressed are:
- what is the media?
- what is the pressure?
- what is the rated pressure on the valve?
- any GA drawings with the details of the seat?
- is there a VDS?
- how many lubrication fittings to each seat?
- is there a service valve into the cavity?
- how is the valve been used (opened with DP, closed under flow)?
- how often has the valve been operated?
- is the valve soft-seated or layered with TC on the seal surfaces?
- what is the material quality on the seats and in the seat pocket?
- which types of radial seals on the seat (O-rings or lip seals)?
- Any maintenance history/records?
All of these issues are important. For example, if the media is filled with heavy HC (hydrocarbons), wax, sand or other deposits, the risk of a leak due to lack of contact between the seat and the ball is greater than if the media is sales gas.
Friction too high
If the valve is a class 1500 trunnion ball valve, the tolerances in the seat pocket will be tighter than on a class 300 valve. So if the class 1500 valve was used on a low-pressure application, let’s say 35 bar, you may end up with a valve in which friction in the seat pocket is too high to get the seat in proper contact with the ball.
If the valve is operated several times a week, the wear on that valve will be different compared to a valve operated once every 6 or 12 months, also taking into account the medium and how the valve was operated. Opening a valve with 150 bar DP or closing with full flow through the valve will do a lot more harm to the valve compared to a valve opened with 150 bar static pressure and no DP.
Trouble
Let us assume that the valve in question was equipped with PTFE seals on the seat and opened with a DP of 150 bar, you would probably have sucked the PTFE out with only one opening (figure 7). But again, if the seals were made from PEEK, it would last a bit longer than with PTFE. Layered with tungsten carbide it would last even longer, but sooner or later the seal surface will be eroded or cavitated if the valve is “wrongly” operated.
Having a valve with O-rings as radial seals on the seats and in gas service, you may have a perfect contact between the seat and the ball, but the O-ring may look like the ones in figure 8. This is also related to the speed with which you reduce the pressure. But again, if the O-rings are receptive to explosive decompression (most of these are more or less) you are in trouble.
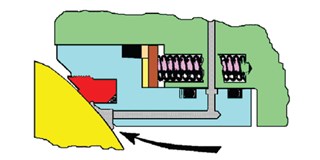
Figure 9.
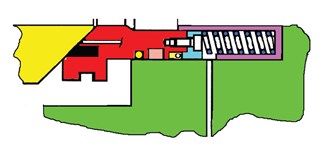
Figure 10.
VDS and GA drawing
Based upon the VDS and the GA drawing, you have to look at the construction of the seat and the seat pocket when deciding how much valve cleaner or sealant you must use before an improvement should occur.
In figure 9 you can see that the canals from the lubrication fitting and to the seal between the ball and the seats a relatively small volume, and you don’t need much valve cleaner or sealing component to fill it up. But when comparing figure 10 with figure 9, the volume behind the seats in figure 10 is more the three times the volume behind figure 9. All the issues illustrated, and some more, must be evaluated before deciding what to do with a non-functioning valve. Back to the mechanic who did everything wrong.
History of the valve
First of all, he did not use a leak lock which is imperative when working on pressurized valves. The leak lock is a safety device installed on top of the lubrication fitting which will seal in case the lubrication fitting should start to leak after maintaining the valve. This makes it possible to test the check ball on the inside before disconnecting from the fitting.
Secondly, he didn’t evaluate the valve. He knew it was a ball valve but had no clue about the construction or the use.
Thirdly, he did not clean the valve before injecting the sealing component. If the valve has been without any maintenance, one should always clean the valve first as there are no point in injecting sealing component in a dirty valve if there is no contact between the seal of the ball and the seat. If the valve had been cleaned 6 months ago and a sealing component was applied successfully at the time then you may seal the valve with a small amount of sealing component. But you need to know the history of the valve.
Worse-case scenario
The last thing he did wrong was injecting a sealing component on the downstream seat. If you look at figure 9, you can see the arrow that indicates the pressure squeezing the component into the seal area. Imagine if the pressure came from the other side (as it would on a downstream seat), the component would only be pushed down the line away from the seal and there is no way that could seal off the valve.
I could go on and on, describing incidents related to lubrication fittings and maintenance of valves, but I think most of you understand the need for quality equipment installed on your valves. I must add that some of the major oil companies do take this seriously and demand tested and certified fitting of a good quality. However, there is too much rubbish on the market and without proper control, testing and documentation you may end up with unintended troubles. In a worse-case scenario, you may end up with personal injuries. It is all about safety.
This article is part 1 of the article that has been published in Valve World November.