

This article explores the evolution of high-performance butterfly valves, detailing advancements in automation, actuator selection and smart technologies that are enhancing efficiency and reliability in critical industrial applications.
By Knut Riegel, Emerson
The chemical industry has existed since the Industrial Revolution and play a vital role in society today. Germany is Europe’s largest chemical nation, and the German chemical industry ranks third worldwide. It forms the basis of many value chains and is an important driver of innovation in numerous other sectors. This makes the industry not only one of the most important but also one of the most vital economic sectors in Germany and far beyond its borders.
Massive increases in energy costs over the last three years have contributed to the fact that production capacities are no longer fully utilized. Short-term savings programs aimed at ensuring that companies remain globally competitive are taking effect. The business climate in the (German) chemical industry has deteriorated and investments in industrial goods needs to be reconsidered.
New resulting trends such as the shortage of skilled labor are pushing for fast, intelligent automation. At the same time, many chemical producers have internalized the circular economy in which resource use, emissions and energy savings are considered through durable designs and preventive maintenance into their corporate values.
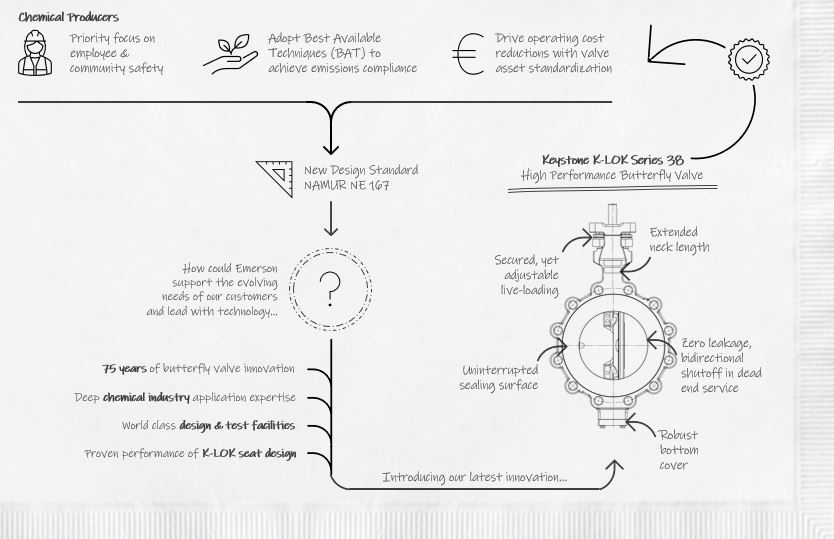
In addition, the flow control requirements, i.e., all products that shut off, distribute, or control the medium in a pipeline, are higher than ever. Critical isolation valves must fulfill the latest standards as well as material quality and service life requirements. Butterfly valves, especially in double eccentric design, are indispensable in the chemical industry. Whether automated or manual operated, they can be found everywhere in process plants as critical main process shut-off devices and play a key role in operation. Companies with extensive experience in chemical applications are likely to have an advantage in meeting the industry’s evolving demands for valve technology. This is due to their accumulated knowledge and proven track record in these critical sectors.
Modern isolation and shut-off valves face multiple challenges in today’s industrial landscape. Can these valves meet stringent safety standards while also aligning with circular economy principles, including net-zero emissions targets? Furthermore, how do they address the industry’s demands for extended service life and integration with smart automation systems? These questions are crucial for valve professionals to consider when selecting and implementing valve solutions in chemical process applications.
Butterfly valve selection expertise informs choices
Meeting modern valve requirements demands extensive experience in valve technology, intelligent automation and sustainable practices. New product development should prioritize environmental performance alongside technical innovation. When selecting an isolation valve, several factors must be considered to ensure optimal operation in chemical process applications. Isolation valves control the flow of gases, liquids, slurries or powders in industrial processes. These valves typically operate in either fully closed or fully open positions to direct media flow, provide emergency protection and enable safe maintenance procedures. Butterfly valves are frequently used for medium shut-off in pipelines, handling various substances including liquids, abrasives, solids and vapors. Their popularity stems from their compact design and lower weight compared to ball or plug valves, often making them a cost-effective choice for many applications.
Although the first butterfly valves were first used in 1920, these ancestors of the shut-off valve are no longer comparable with today’s shut-off valves. The basis of the technically mature butterfly valve and its market launch (in Germany) can be traced back to the Keystone company, which set new standards far beyond the borders in 1950 as a pioneer of the butterfly valve and thus as an alternative to the gate valve.
Compared to conventional centric butterfly valves, the latest double-eccentric butterfly valves, high-performance butterfly valves, can no longer be compared with designs from earlier years. This is because, regardless of the level of pressure applied, the shut-off is leakage-free with the same sealing quality. This shut-off by DIN EN 12266-1 is therefore in no way inferior to the sealing performance of a ball or plug valve. The valve industry has seen significant growth in recent years, with numerous suppliers entering the market. However, companies with decades of experience in butterfly valve design and application often possess valuable insights into long-term performance and reliability. This experience can be particularly beneficial when considering support for complete operating sequences and broader system integration.
Meeting modern industry demands
The industry is experiencing an increasing demand for comprehensive valve solutions that can be both standardized and customized to meet specific application requirements. This trend reflects the growing complexity of industrial processes and the need for valves that can seamlessly integrate with advanced automation and monitoring systems.
Nowadays, reducing fugitive emissions and increasing plant productivity are fundamental when selecting valves, which often makes high-performance butterfly valves the best choice due to their very long service life and therefore, very low life cycle costs.
Sustainability, preventive maintenance, plant availability and application consulting through integration of information technology with operational technology (IT/OT convergence) are increasingly critical in valve selection and operation. This article explores the evolution of high-performance butterfly valves, detailing advancements in automation, actuator selection and smart technologies that are enhancing efficiency and reliability in critical industrial applications.
Additional considerations include automatic controllers, comprehensive automation accessories,
and end-to-end solutions that span from field devices to cloud-based systems. These advanced features can significantly enhance valve performance and overall system efficiency.
The increasing complexity of industrial processes and the need for enhanced efficiency are driving a growing demand for automated valve solutions. This trend reflects the industry’s push towards more precise control, improved monitoring capabilities, and integration with advanced process control systems.
Advancing butterfly valve technology
Ineffective valve closure can pose safety risks, lead to product loss and cause unplanned downtime.
Selecting suitable high-performance (automated) butterfly valve, carefully evaluating materials, and adhering to the latest specifications and correct application advice can result in longer, reliable shut-off, reduced fugitive emissions and lower total cost of ownership.
Modern fixed seat seals made of polymer materials with precision press fits can provide leak-tight shut-off on both sides (as per DIN EN ISO12266-1 P12, leak rate A) against vacuum and full-rated differential pressure. Advanced seal designs can maintain effectiveness independently of medium pressure. This ensures reliable sealing at both high and low pressures and with media-containing particles.
The standard disc spring-loaded gland design has a spherical radius for 360-degree contact with radius on packing gland. This allows for even compression of packing even with uneven tightening of bolts. This live-loaded packing drastically reduces packing leakage and maintenance costs. At the same time, the seat, which can be approached from both sides, ensures tightness to the outside as well as tightness in the passage.
Industrial valves contribute to emissions
The German chemical process industry alone releases 25 tons of emissions into the atmosphere every year. Methane accounts for 6% of anthropogenic greenhouse gas emissions and is up to 30 times more harmful than carbon dioxide.
The growing demand for standards and other certifications that have a positive impact is increasingly being fulfilled.
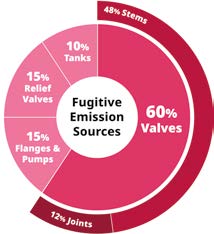
There is a focus on reducing emissions, particularly in the case of industrial valves, which account for up to 60% of possible emissions in typical process plants.
Fundamental guidelines are thus applied to the latest generation of shut-off valves. The TA-Luft (VDI 2440), which ensures the use of suitable gaskets for flange connections and valves, is one of the most important standards for volatile emissions.
DIN EN ISO 15848-1, which describes the tightness class and strength class, also makes a significant contribution to the measurement, testing and qualification procedures for fugitive emissions and goes hand in hand with the qualification procedure for the type testing of valves (ISO 15848-1:2015 + Amd.1:2017).
Controlling fugitive emissions from fittings is no easy task. To fulfill the criteria, great care must be taken when designing and manufacturing the high-performance butterfly valve, especially the packing. The technical basis for the almost frictionless movement, resulting in low wear and thus a long service life, is provided by seat-contact-free travel, in which the disc moves without contacting the seat except for a few degrees of the setting angle.
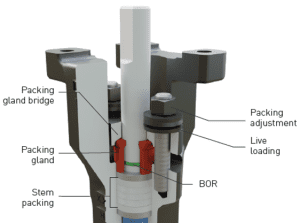
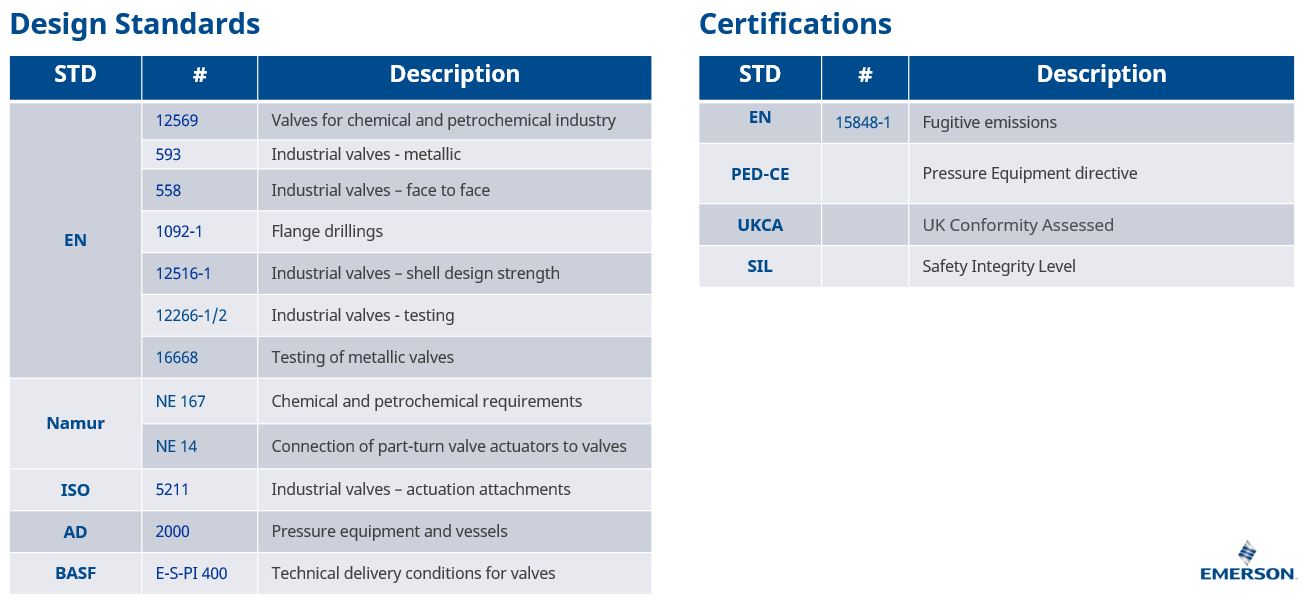
In detail, however, the packing must fulfill the requirement for sufficient sealing reliability, as well as acceptable torques. Bidirectional flow and sealing, which functions independently of the installation position and pipework pressure, and maintenance-friendly replacement of the packing and seat are standard, as are the latest European and global directives (see Table 1 Design Standards and Certifications).
Advantages of high-performance butterfly valves
High-performance butterfly valves are versatile solutions for both on/off and control applications. Their compact design offers space and weight advantages compared to other valve types, such as ball and gate valves. Recent advancements in valve design, materials, and accessories have further enhanced their performance and reliability. When selecting valves for specific applications, it is crucial to evaluate all available options, considering factors such as valve design, materials of construction, and actuator compatibility.
Advancements in valve automation
High-performance butterfly valves offer versatile operation methods, including manual operation via hand lever or gearbox, as well as various actuator types such as pneumatic, electric, electro-hydraulic, or those using pipeline gas as the motive power source.
The industry is witnessing a steady decline in manually operated valves, with a shift towards automated solutions. Hydraulic actuators remain popular for applications requiring high torque, while medium-operated actuator variants are common in high-pressure pipelines. Consequently, many end-users are increasingly evaluating the choice between pneumatic and electric automation for their valve systems. In the chemical industry, pneumatic rack and pinion actuators are widely used due to the availability of instrument air. While most modern double-acting or single-acting rack & pinion actuators meet basic requirements such as ISO5211 and VDI/VDE3845 NAMUR interfaces, significant quality differences exist. High-performance butterfly valves in critical applications require equally high-quality actuators. Key features of such actuators include cast housings, standardized corrosion resistance against salt spray (e.g. ISO12944 C5M-High Durability) ensuring over 1,000 hours of protection and pinions made from durable materials like aircraft-grade aluminums.
To optimize system performance, it is advisable to source pneumatically actuated high-performance valves and accessories from suppliers offering comprehensive valve instrumentation and control solutions. These may include filter regulators, volume boosters, pressure relief valves, solenoid valves and piston valves. Electro-pneumatic positioners, particularly smart positioners, offer significant advantages in valve automation. These devices enable more precise control, allowing systems to operate closer to target values and thereby improving product quality. Additionally, smart positioners can detect potential issues early, facilitating proactive maintenance and reducing the risk of unexpected failures.
Engineered valve solutions
Even as cost pressures increase, safety, expertise, longevity and a comprehensive portfolio of solutions remain top priorities in valve technology. Brands with decades of established development and leading expert knowledge continue to hold a competitive advantage. For chemical applications, the ideal choice often involves a pneumatically automated valve package specially designed to meet industry requirements (NE 167).
The high-performance butterfly valve family discussed has 75 years of successful experience, evolving alongside current chemical market needs. This development has yielded significant advantages, such as stem bearings that protect the stem packing from lateral forces, and a torsionally rigid disc-shaft connection with tangential pinning that sets new standards for service life. Combined with technology-independent actuator selection and automation accessories from a single source, this package offers an optimal solution for chemical applications.
About the author
 Knut Riegel is a Senior Sales Manager at Emerson. With 15+ years of experience in mission-critical flow control, Knut is currently the driving force behind the Local Business Partners network in DACH Region at Isolation Valves. Prior to Emerson, Knut spent many years in various roles, including engineering and sales at well-known global actuator manufacturers. He holds a bachelor’s degree in Process Automation and is Master Professional in Business Management. He is an active member of several industry associations and serves as an SME for topics around electrification and digital transformation.
Knut Riegel is a Senior Sales Manager at Emerson. With 15+ years of experience in mission-critical flow control, Knut is currently the driving force behind the Local Business Partners network in DACH Region at Isolation Valves. Prior to Emerson, Knut spent many years in various roles, including engineering and sales at well-known global actuator manufacturers. He holds a bachelor’s degree in Process Automation and is Master Professional in Business Management. He is an active member of several industry associations and serves as an SME for topics around electrification and digital transformation.
Dive Deeper into Valve World
Enjoyed this featured article? There’s much more to discover! Subscribe to Valve World Magazine and gain access to:
- Advanced industry insights
- Expert analysis and case studies
- Exclusive interviews with valve innovators
Available in print and digital formats.
Breaking news: Digital subscriptions now FREE!
Join our thriving community of valve professionals. Have a story to share? Your expertise could be featured next – online and in print.
“Every week we share a new Featured Story with our Valve World community. Join us and let’s share your Featured Story on Valve World online and in print.”