

By Hans Dekker, Senior Application Engineer, A.W. Chesterton Co
What all of these standards have in common is that it is not an easy task to get a standard valve approved according to these standards. Leakage levels as stipulated by all of these standards are at a molecular level and not only dimensional design of the seal is of importance but as well material formulation comes into play to prevent intermolecular diffusion of gas through the molecular structure of the seal. The most critical component in a valve
in relation to fugitive emissions is by far the stem seal because this is the only moving contact surface that seals between the external environment and the pressurized interns of the valve.
Different ways to seal the valve stem are available. The most common way is with compression packing. Compression packings are braided or die formed from PTFE or expanded graphite and may be reinforced with fibers. Spring energized polymer seals can also be used. Some valve stems are sealed with metal bellows. Since this type of seal can fail catastrophically a backup seal in the shape of a packing set is required.
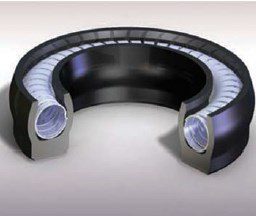
Spring energized seal.
Successfully sealing a valve depends on three major pillars:
• The use of a high quality and well selected stem seal is required
• The valve condition needs to be suitable for containing the seal
• The valve seal needs to be installed correctly
These three pillars are equally important and not meeting one of these three requirements will result in failure to meet
the low emissions requirements. The first step in the certification process is to use a stem seal that is able to seal according to these low emission requirements. Low E packings have special fillers and blocking agents to make them practically impermeable for the smallest molecules such as helium molecules. They are often graphite based for use at higher temperatures. Graphite is an excellent seal when it comes to relatively large molecules, such as water molecules (in steam applications) but to seal hydrocarbons and gases like helium the gaps in the graphite structure have to be filled with other materials. PTFE packings have excellent sealing properties but are limited to lower temperatures up to 260°C which also limits their use in applications where fire safety is a requirement.
Spring energized seals are polymer seals that are energized by internal system pressure and are equipped with a spring to make them seal at lower pressures. They can be made from different polymers with PTFE as an option. Sometimes back up rings are required to increase their reliability and pressure capabilities. The used springs are manufactured from corrosion resistant materials to withstand the extreme conditions that they often have to operate in. Spring energized seals are often used on cryogenic applications using special materials for the spring and the seal jacket because compression packings tend to be a less suitable solution.
Low emissions graphite packing.
As discussed earlier the use of a low emissions stem seal only doesn’t guarantee the low E performance of a valve. Often modifications need to be made to the design of a valve to make it suitable for Low E performance. Below I will discuss the major modifications that we run into when making process valves suitable for Low E performance.
Mechanical strength of the components
In the case of compression packings the sealing stress is created by a gland and gland follower. This force is transduced in the packing material to a radial force. This radial force makes the packing seal and also gives stem friction. The higher the gland load, the higher the sealing force and the lower the leakage. So to make low E packings perform they need a relatively high stress to compress them well. Traditional valves often don’t have the structural strength to deal with these requirements therefore modifications need to be made to the stuffing box configuration such as the gland bolts and the gland. An upgrade to bolt materials with higher yield strength might have to be made. The downside of a higher sealing force is increased stem friction. This is something that needs to be taken into consideration when designing a hand wheel or lever in a manual valve, or the actuator or motor in an air or motor operated valve.

Test being run on a control valve.
Stuffing box clearances
Stuffing box clearances often allow extrusion of the packing materials, especially at the higher sealing forces that emission packings require. Extrusion of packing material leads to loss of the integrity of the packing material and to volume loss, which in its place means loss of sealing force. This means that stuffing box clearance needs to be kept to a minimum while maintaining correct operability of the valve. Critical areas are the stuffing box bottom, the gland follower inner diameter and the gland follower outer diameter. Some other design features such as chamfers and fillets on equipment components must be evaluated in this process to eliminate precursors for extrusion.
Stem surface roughness
The surface roughness of the stem is critical to make the valve seal according to low emission requirements. Too high or too low surface roughness can allow pickup of graphite material. Therefore the roughness has to be adjusted. Too low stem roughness may lead to slip stick effects which can cause issues as well.
Installation procedure
The installation procedure of the packing is critical. The installation procedure in a lab environment might be different from that used when repacking a valve and might again be very different from the installation procedure of packing in a valve manufacturing environment. Proper installation procedures are of extreme importance and they need to be evaluated, even more so for an emissions valve than for a “standard” valve. Installation procedures are always focused on installing the packing without damaging it and to ensure that every single packing ring receives sufficient sealing stress in order to make it seal. Some trial and error might be required to achieve the desired results.

About Hans Dekker
Hans Dekker graduated with a Bachelor degree in Engineering from the Saxion Polytechnic in Enschede in The Netherlands. He has worked in the sealing industry for over fifteen years in various functions in both engineering and marketing. He works currently as a Senior Application Engineer for the A.W. Chesterton Company in the Static Sealing Division. Hans is an active member of the European Sealing Association and is the current Chairman of the Compression Packing Division.
Summary
It is a challenging task to certify valves according to modern emissions requirements. However it is not an impossible task. Since the stem seal is the most critical component in this respect it is crucial to select the correct stem seal, ensure that the valve meets the requirements for the seal to optimally function in and make sure that the seal is installed in the correct way.
___
Did you enjoy reading this web-article?
If you haven’t already, why not subscribe to our magazine?
Read more about the Valve World magazine here
Subscriptions: Click here to Subscribe