Mr. Holtgraver, just for the record, what is QTRCO’s business?
QTRCO was founded in 1998 with the goal to design and build pneumatic actuators that would be robust and reliable.
What’s your understanding of the concerns regarding SVRP?
I am not an expert in SVRP but it is logical that when users work to enhance the safety of their facilities, the products available to them must actually perform as expected. Too many do not.
What do you have to say about PSTs?
Partial stroke testing does not prove the ESDV is capable of full closure or tight seal but a successful PST will demonstrate that the ESDV is capable of movement toward the closed position, thereby enhancing the user’s confidence during the periods between full stroke testing. However, my experience is that many PST systems simply do not work as intended.
That’s quite a strong statement. What do others think?
I know for a fact that many end users have had such poor experiences with PST systems that claim to improve safety that they have banned such products from their plants.
What kind of PSD systems are we talking about?
PST systems tend to fall into two main categories: mechanical devices with a “hard stop” that limit the actuator to a certain degree of travel, or pressure regulation which relies on exhausting pressure from the actuator to have the actuator move the valve to the PST position.
So what is the problem with the mechanical stop?
First, let me say that mechanical stop devices are excellent in that they do not allow over closure of the valve when the PST is performed. However mechanical stops are labour intensive and you need co-ordination between the plant operator who installs the stop and the control room. That takes organisation, but is not the real worry, which is that, to operate the valve, the air is bled from the actuator, and the valve starts to close until the actuator reaches the stop. Now suppose a real emergency occurs during the testing. Because of the stop, the actuator cannot travel any further and the valve remains in the almost fully open position. The forces are such that the operator cannot hope to release the stop until the actuator has been moved back toward the fully open position.
And the pressure regulation approach?
This is a technical answer, but you must consider how a pneumatic, spring-return actuator works and exactly how motion is related to the pressure applied to the actuator piston. The typical ESDV is held fully open when full pressure is applied to the actuator piston. There is no spring force available to begin closure until approximately 40% of the pressure has been exhausted and full spring force will not be available until all pressure is exhausted. If the PST position, for example is 85% open, then movement to this position will occur when just slightly more than 40% of the pressure is exhausted.
Mathematical simulation shows that only 5% of the rated spring torque of the actuator is available to move the ESDV to the 85% travel position. Having necessarily been programmed with an inactive process, it is logical that changes brought on by process activation or minor changes in valve resistance to motion, may well require more than this 5% torque to move the valve to the PST position. With no hard stops available, pressure regulation PST systems are forced to abort the PST if the PST position is not achieved within a programmed pressure or time value. With so little torque available, it is easily seen that even slight variations in valve torque requirements will lead to the PST being aborted (false failure) despite the ESDV being otherwise fully operable.
Of course an aborted PST is better than over closing the valve and disrupting the process but an aborted PST requires that the user immediately investigate the cause which not only incurs high costs, but may itself require shutting down the process to service what is too frequently found to be a fully serviceable valve. Having experienced so many false failures, many users have concluded that PST systems bring more problems than solutions and have become quite dissatisfied with the basic concept.
But I’ve seen demonstrations of PST devices that worked perfectly…
Yes, I have as well, but tell me this; were these new devices sitting at the supplier’s facility or were they installed in a plant with an active process? Likely, the PST system demonstrated was not in a pipeline and had already been finely tuned to the actuator and valve and of course it performed flawlessly. In real life, the ESDV is installed in an inactive pipeline, while a consultant tunes the system and after determining pressure and time parameters, programs the system so that if either time or pressure values are exceeded, the PST will be aborted. Then the process is turned on and all the parameters are void.
Do you have an alternative PST system?
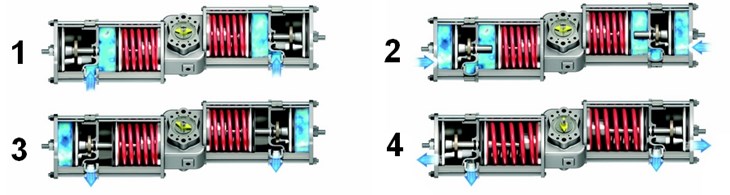
Yes, a solution we have come up with is to provide a pneumatically engaged travel stop in the form of tandem pistons that entirely remove the possibility of false failures while also removing the possibility of over closing the ESD. This solution enables users to perform PSTs as often as desired to confirm ESD functionality with no concern they will shutter their process unless a true problem exists.
Are there any other benefits?
Because our solution exhausts 100% of the pressure to the primary piston, we achieve full (as opposed to the only 5%) actuator torque applied to the valve. Also, because we measure the pressure we can provide the exact pressure at which initial valve movement occurred. Viewing the initial movement pressure, users can readily visualize changes in the valve/actuator and thereby predict pending operational issues. Pressure regulating PST devices cannot do this.
These “tandem pistons” as you call them. Can they be fitted to any pneumatic actuator?
They have been designed to fit our existing range of actuators. They would not be compatible with other manufacturers’ products.
What are your final recommendations to end users concerned about PST device reliability?
I’d recommend they employ a PST device that will not in itself prevent valve closure while PST is engaged (such as a mechanical stop), that they select the PST device for its ability to provide meaningful diagnostics while not ‘failing’ when failure is not factual, and that they select a PST device which has hard travel stops to prevent over closure while not hindering emergency valve closure.