

^ Fig. 3
Article By Ingolf Holmslet
___
What happens when oil and gas prices drop? At first glance, the answer is simple. If the turnover of oil and gas companies drops, they will cut back on expenses: investments, maintenance or salaries. In short, they need to save money in every area. This can result in the outsourcing of services, cutting down on manpower and maintenance and achieving a stronger price control as far as procurement is concerned.
But what does this have to do with valves? A whole lot, as a matter of fact. I have often claimed that with the right valve selection and condition-based valve maintenance, one can in the long-run save more than 60 percent of valverelated costs.
What do we mean by valve-related costs? These are real costs of having a valve, including valve maintenance and/or valve replacement, the cost of downtime and lost production—really, the total cost of ownership.
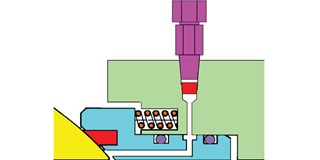
Fig.1
Life cycle doubled
Take for example an ESD valve with a purchase price of USD 75,000 and a shut-down with a price-tag of USD 1m, accounting for factors like downtime, lost production and labour costs. This will incur a true replacement cost of USD 1,075,000. With the right equipment and correct maintenance, the life cycle of that valve could be doubled. In this case, one would have saved not only the USD 75,000 (the price of the valve), but actually more than 10 times this amount by avoiding replacement altogether.
How can you reduce the price of the valve? Let’s have a look at a typical seat construction of a ball valve, illustrated in fig. 1. This construction needs to machine holes in the body (1/2”), normally NPT to the lubrication fitting (pink) and (3/8” NPT) to the internal check (red). It now depends if one wants one, two, or four fittings on each seat. The lubrication canals from the body need to go into the seat, and on the seats, there must be machined canals from between the two seal grooves and to the area between the ball and the seat. On a 20” valve there can be from four to ten lubrication canals in the seat. It all depends on your demand. If you don’t request a certain number of canals – and one normally doesn’t – you can end up with four. I have actually seen valves with lubrication fittings and no canals in the seats, as this was not requested.
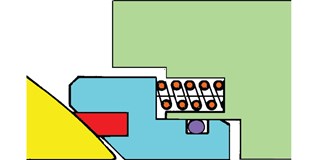
Fig. 2
Fig. 4
Less machining
Comparing fig. 2 with fig. 1, it is easy to see that there will be a price difference between the two valves. By eliminating the lubrication fitting, there will be a lot less machining on the seats and the body, and the amount of steel needed for the seats will be reduced.
Another example in reducing valve cost are in two illustrations in fig. 3 and fig. 4. Fig. 3 depicts a lantern ring with four seals with a lubrication fitting connected to the centre of the lantern. If the day should arrive that the valve starts to leak externally out of the stem, it is no problem to inject a sealing component into the lantern. I have done this several times and thereby stopped the external leak, all done in full production. Looking at the illustration in fig. 4, this seal consists of five graphite rings and no lubrication fitting. The only good thing to say about that one is that it is a low-price construction. However, if there is a leak, there is nothing you can do to fix this. You have to shut down and change the stem seal.
Life cycle costs
Life cycle costs, as most of us know, are completely different than investment costs. The lowest price is not always the most economical price, as in some cases expensive valves can turn out to be the most economical solution, provided they have a long life cycle. If maintenance is possible, the life cycle can in some cases be significantly extended.
Let’s put our illustrations into an example. The valve is a class 1500 trunnion mounted valve installed on the production manifold with heavy crude and sand. This valve should have metal-sealed seats and tungsten carbide coating on both the ball and the seats. In short, it will be a relatively costly valve.
Since most people look at grease fittings (or lubrications fittings, as I prefer to call them) as sealant injectors to be used in valves with soft sealing seats, they are in many cases eliminated on valves with metal sealing seats with TC coating. By eliminating the lubrication fittings, the valve manufacturer will reduce machining costs, and they can also use simpler and more economical seats (see fig. 2). This could save between 10 to 20 per cent of the investment cost. Selecting the stem seal illustrated in fig. 4 you will save even more. But what about the life cycle cost, or the total cost of ownership? If you have problems with a valve equipped with seats as in fig. 2 and stem solution as in fig. 4, you can’t do anything as the valve is not equipped for maintenance.
Auxiliary equipment
In the cavity, there is also a drain hole and/or a vent hole in which there are normally blind plugs or blind flanges. With blinds in the hole, the holes are absolutely useless.
But if a correct auxiliary valve has been installed in the drain hole, one can literally save millions when it comes down to valve maintenance and the setting of barriers to perform the maintenance.
But as the auxiliary valve will be an additional cost, it will normally not be installed—after all, the main objective is to save on CAPEX. The price of the valve is reduced and, moreover, several potential leakage points are eliminated, making the valve somehow more economical, and the buyer is satisfied.
But the result in this cost reduction may be that after one year in production, the seats get stuck in the seat pocket and the valve leaks significantly. What does one do with a leaky valve? One replaces it, with all the costs involved.

At the Valve World Conference 2020, which will be held in Düsseldorf from December 1st until December 3rd, Ingolf Holmslet (Klyde Consultants) will moderate the Technical Session on Maintenance & Repair.
At this session, Leonardo Castarlenas and Mustafa Alali (Saudi Aramco) will discuss the successful implementation of reliability-centered maintenance principles over critical valves.
Direct & indirect torque monitoring for effective predicting maintenance is the topic of Nicola Lucchesi, Product manager/R&D Manager, Velan.
Mohammed Al-Shammari, Valve Engineer at Saudi Aramco will discuss Predictive maintenance for critical valves and Ingolf will close the session on the topic Maintenance in a low oil price era
Not ‘good enough’
What if the valve had been equipped with lubrication fittings on the seats and there had been appropriate maintenance procedures in place? In this case, one could have used a valve cleaner to loosen and lubricate the seats. The result: the problem is solved and the valve would be functional. The savings related to the above-mentioned ESD valve would have been USD 1,075,000, minus 30 minutes of labour costs. Moreover, the maintenance operations could be carried out while the valve is in production, so no shutdown and no loss of production.
My point in this respect is that it is wrong to focus only on the cheapest solution and reduce valve maintenance. One should not be satisfied with ‘good enough’, but should focus instead on the appropriate level of quality considering the valve’s specific use and function.
If your aim is to increase the life cycle and at the same time reduce the maintenance of the valve, you need to purchase valves which do not rely on floating seats and do not need lubrication fittings and lubrication canals in the body and seats.
If one aims to achieve real savings when it comes to valves, one must order the correct valves with the necessary equipment for correct maintenance, or select a valve that due to its construction does not need maintenance.
There is some really exciting new valve construction presently under development: a valve which is constructed in such a way that the need for maintenance is reduced to a minimum as the valves are non-contact valves and don’t rely on any floating movement of the internal parts. More will be known about this innovation by the end of 2020.