Featured Story – Leak testing: the great gate-globe valve misunderstanding
Normally when testing a new pipe system, pipes and valves undergo initial testing: two leak tests, a 150 percent hydrostatic test and an N2He leak test. These tests not only test the flanges connecting the valve to the pipe, but also test the bonnet body connection and all the plugs/fittings in the valve body.
^ Figure 6. Tilted spindle leads to galling and major leaking.
Article By Ingolf Holmslet
___ Figure 5. Stretched and torn gland bolt.
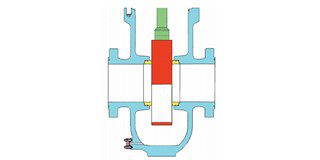
To ensure that the cavity of a parallel-gate or ball valve is fully pressurized during the test, the valves are left in a 50 percent open position as illustrated in Figure 1.
So far so good, but what about the most commonly used valves, the globe and wedge-gate valves?
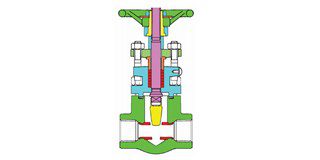
If these valves are left in the half open position as illustrated in Figure 2, the pressure from the cavity will now be in contact with the spindle packings, which are usually made of graphite.
Figure 2. Pressure from the cavity in contact with the spindle packings.
When tested with 150 percent of design pressure and with small molecules such as helium, it is common to tighten the press-gland bolt to secure a good test result.
The problem with this procedure is the danger of over-tightening the packings and increasing the force needed to operate the valves. When the friction increases, the operational wear and tear of the packings also increases.
Serious damage
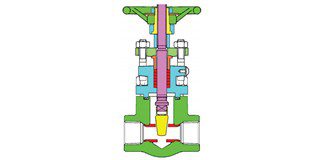
Figure 3. Operate the globe and gate valves in fully-open position; valve is then in back-seat position.
There is also a danger of tilting the spindle when tightening the press gland without the valve being in back-seat position. This tilting motion may cause the spindle to rub against the bonnet during operation, creating a danger of scratching the spindle due to galling.
If the spindle packings start to leak due to mistreatment during the initial testing, it is not unusual for the press gland to be tightened further still. This procedure can lead to serious damage to the press gland and/or gland bolts. Figure 4 illustrates how the press gland has been bent due to the excessive force applied to the gland nuts/bolts. If too much force is used on the press gland, it may lead to a stretched and torn gland bolt as pictured in Figure 5.
Figure 4. Bent press gland due to the excessive force on gland nuts/bolts.
The best way of avoiding this problem is illustrated in Figure 3. When performing the initial testing, operate the globe and gate valves in the fully-open position so that the valve is in the back-seat position.
Then loosen the press-gland nut and let the spindle packings become decompressed and relaxed. Now the initial test will show if there is a bad spindle and/or bonnet seat. If the back seat is performing poorly, it may be necessary to change the valve. After all, the back seat is supposed to be a tested metal-to-metal seal.
Two things to remember
Figure 5. Stretched and torn gland bolt.
When the initial tests are completed, the spindle packings can be tightened to the correct level of compression so the packing seals do not exert an excessive force on the spindle.
In this way, excessive wear is avoided, and we maintain the life expectancy of the packings.
There are two things to remember: first, compressed graphite packings will not be decompressed if loosened, they will leak, and second, always keep the spindle in the back-seat position when tightening the spindle packings. If not, the graphite packings may be compressed unevenly and lead to a tilted spindle resulting in galling on the spindle and major leaking through the spindle packings as pictured in Figure 6. This valve had to be replaced.
You need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
You are currently viewing a placeholder content from Google Maps. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.