^ 5 year old steel coated channel (credit TOTAL).
Article by Lucien Joppen
___
This family of copper (Cu) based alloys are not always well-known but were initially developed to solve sea water corrosion issues due to their content in Nickel (Ni) and Aluminium (Al). Corrosion resistance or NAB alloys are very well documented with regards to sea water corrosion (example of corrosion rate 0.05-0.075mm/year) in particular due to their self-repairing copper/aluminium oxide film which offers better protection than any painting/coating process which can be damaged during lifecycle.
The images above and opposite show a heat exchanger channel in welded steel construction with a protective coating (opening image) compared to a butterfly valve in aluminium bronze after use 30 years on the cooling system of a nuclear power plant.
What is much less known, yet also documented, is the resistance to major chemical products, all cannot be listed here but are available in the guide to nickel aluminium bronze for engineers published by the copper development association. The properties of those alloys are such that they are even compared to Titanium.
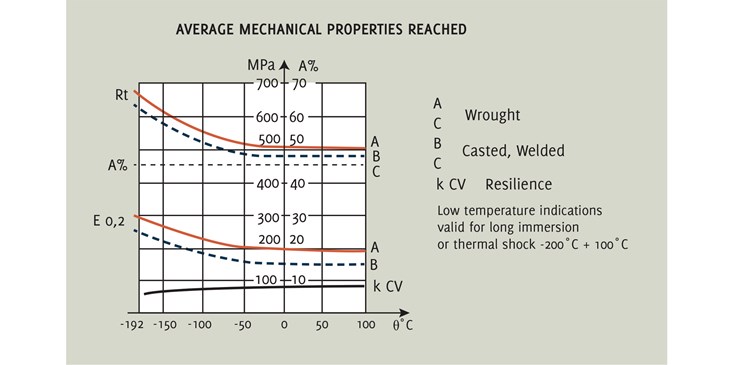
Mechanical characteristics
Adjusting the chemical composition of an aluminium bronze alloy enables targeting the right corrosion resistance but also improving the mechanical properties required by engineering; adding Nickel and Iron helps improve those properties compared to more standard bronze or naval brass alloys. Some example of mechanical characteristics commonly reached are:
Applications can have additional requirements with regards to:
- Cavitation for pumps,
- Low temperature for cryogenics,
- Non magnetic for mine hunter propulsions,
- Non sparking for improved safety on offshore platform.
More unusual but nonetheless interesting, the presence of copper and aluminium gives excellent electrical and thermic conductivity capabilities as those required for electrical motor cooling applications in sea water environment.
Casting technology
Manufacturing technology is also a factor to take into consideration to address corrosion. Welded construction is very often used and may lead to corrosion issues starting at the welded joints.
Using casting technology, not only is repeatability improved but increased thickness and weldless process reduce all the risks of corrosion-induced leakage which is a source of down time in continuous chemical processes.
A perfect example is the use of casted lids on Esterfier lines. Not only Inoxyda 3P was found to be the best alloy to face the corrosion issue in that specific process and where casted constructions removed the risks linked to welding seams.
| Specification |
Grade |
Rm Tensile Strength Mpa |
Rp Proof Stress 0.2% MPa |
A Elongation % |
Hardness HB |
| |
TITANIUM (TA6V) |
895 |
825 |
10 |
340 |
| ASTM/ASME |
B148 C95800 |
585 |
240 |
15 |
(150) |
| EN 1982 |
CuAl10Fe5Ni5 (CC 333 G) |
600 |
250 |
13 |
140 |
| Steel |
Super Duplex |
800 |
550 |
15 |
|
| INOXYDA |
I 154 |
750 |
450 |
8 |
200 |
| INOXYDA |
I 154 forged |
800 |
500 |
10 |
240 |
| INOXYDA |
I 72 |
700 |
350 |
8 |
190 |
| EN 1982 |
CuSn10 (CB480K) |
250 |
130 |
18 |
70 |
Different casting technologies are available to cover the scope of mechanical designers, among which: sand casting for complex and large size parts (pump casings, impellers, valve bodies, centrifugal casting (bushings, rings, pressure screw etc.), continuous castings (billets ready for machining small components or forgings). Today, 3D sand printing process can remove the hassle of recreating old or lost patterns, thus highlighting another benefit of casting technology.
Biocide/biofouling: a property often ignored
Copper is already known for its biocide properties which, in association with nickel, offer excellent anti-biofouling performances. These are relevant in all systems that are subject to marine organisms by avoiding the application of an additional chemical biofilm.
| |
CASTING |
MACHINING |
MATERIAL COST |
CORROSION |
HEAT TREATMENT |
IMPREGNATION |
| TITANIUM |
– |
+++ |
++++ |
+++ |
Necessary |
No |
| NAB Alloys |
+++ |
+++ |
++ |
++ |
Possible |
No |
| DUPLEX Steel |
++ |
++ |
+ |
++ |
Necessary |
No |
| Bronze Alloys |
++ |
+++ |
++ |
++ |
No |
Often needed |
In terms of recyclability, NAB alloys offer benefits as these are 100 per cent re-us-able. Therefore, scrapped parts still have an interesting value and can be remelted thus increasing ROI even after full equipment has been amortized, also reducing the pressure on scarce resources.
To conclude, faced with corrosive environments, engineers rarely consider Nickel Aluminium Bronze (NAB) alloys as being an interesting solution. However, the alloys offer a wide range of capabilities to meet stringent design requirements, given their properties and associated advantages.
These properties also minimize the Woccurrence of corrosion and mitigate possible negatives such as unplanned downtime due to equipment failure and/or leakages.
Reduced down time due to less leakage issues.
Engineers looking for additional support on their projects can usefully turn to Inoxyda (www.inoxyda.fr) for design advices, prototypes, testing or casting simulation work.
Sébastien Delamare – Inoxyda
Olivier Gouriou – LBI Foundries
References:
- Guide to Nickel Aluminium Bronze for Engineers – I. Richardson (Copper Development Association),
- Interest in the Use of Cupro Aluminium in Chemical and Allied Industry – (Sulzer Brothers Ltd, Winterthur)
- Aluminium Bronze and their uses – P. Weill Couly – Chief Engineer FFAHR
- Propriétés Générales du Cuivre – Centre d’Information Cuivre-Laitons-Alliages
- NAB vs Titanium – Karan Sotoodeh in Valve World Nov .- 2019